Stal nierdzewna Drut proszkowy E309HT1-1 Akcesoria do uszczelnień





TECHNOLOGIA SPAWANIA
Nie pozwól na pytania
Dalej cię prześladować

Niestabilność łuku

Nieestetyczne formowanie

Nadmierny rozprysk
Doskonałe spawanie
wydajność procesu
Ponieważ zawiera pewną ilość węgla, jest odpowiedni
do spawania urządzeń ze stali nierdzewnej stosowanych w wysokich temperaturach

Ripple w porządku
Nadaje się do
spawanie różnych stali
Spawanie bazowe do napawania stali nierdzewnej serii 308 na stali węglowej lub stali niskostopowej
Łatwe żużlowanie
Parametr produktu
SKŁADNIK CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | |
| ZASADY GB/T | 0,04-0,10 | 0,5-2,5 | 1.00 | 22.0-25.0 | 12.0-14.0 | 0,75 | 0,04 | 0,03 | 0,75 | |
| REGULAMIN AWS | 0,04-0,10 | 0,5-2,5 | 1.00 | 22.0-25.0 | 12.0-14.0 | 0,75 | 0,04 | 0,03 | 0,75 | |
| PRZYKŁADOWA WARTOŚĆ | 0,045 | 1.389 | 0,57 | 23.74 | 13.48 | 0,01 | 0,02 | 0,020 | 0,03 | |
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | SIŁA PLASTYCZNOŚCI (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | - | 550 | - | 25 | ||||
| REGULAMIN AWS | - | 550 | - | 30 | ||||
| PRZYKŁADOWA WARTOŚĆ | - | 570 | - | 39 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 1.2 | 1.6 | ||||||
| Wolt | 22-36 | 26-38 | ||||||
| wzmacniacz | 120-260 | 200-300 | ||||||
| Długość przedłużenia na sucho (mm) | 15-20 | 18-25 | ||||||
| Przepływ gazu (l/min) | 15-25 | 15-25 | ||||||
Wsparcie fabryczne




Produkt nadaje się m
szeroki zakres zastosowań
TECHNOLOGIA SPAWANIA

Projekt YAMAL LNG

Kontenerowiec 10000TEU

Zbiornik magazynowy Shanghai Morimatsu
SKŁADNIK CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | |
| ZASADY GB/T | 0,04-0,10 | 0,5-2,5 | 1.00 | 22.0-25.0 | 12.0-14.0 | 0,75 | 0,04 | 0,03 | 0,75 | |
| REGULAMIN AWS | 0,04-0,10 | 0,5-2,5 | 1.00 | 22.0-25.0 | 12.0-14.0 | 0,75 | 0,04 | 0,03 | 0,75 | |
| PRZYKŁADOWA WARTOŚĆ | 0,045 | 1.389 | 0,57 | 23.74 | 13.48 | 0,01 | 0,02 | 0,020 | 0,03 | |
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | SIŁA PLASTYCZNOŚCI (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | - | 550 | - | 25 | ||||
| REGULAMIN AWS | - | 550 | - | 30 | ||||
| PRZYKŁADOWA WARTOŚĆ | - | 570 | - | 39 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 1.2 | 1.6 | ||||||
| Wolt | 22-36 | 26-38 | ||||||
| wzmacniacz | 120-260 | 200-300 | ||||||
| Długość przedłużenia na sucho (mm) | 15-20 | 18-25 | ||||||
| Przepływ gazu (l/min) | 15-25 | 15-25 | ||||||
-

Stale nierdzewne Drut proszkowy E309LT1-1 spawany...
-

AWS E307-16 Stale nierdzewne Elektroda ręczna W...
-
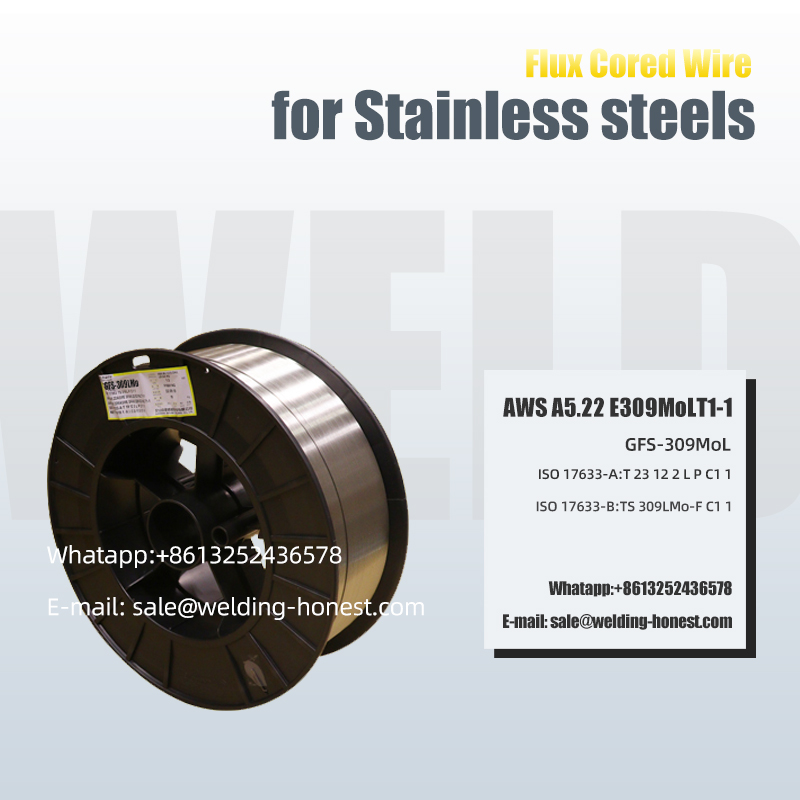
CESstale nierdzewne Drut proszkowy E309LMoT1-1 ...
-
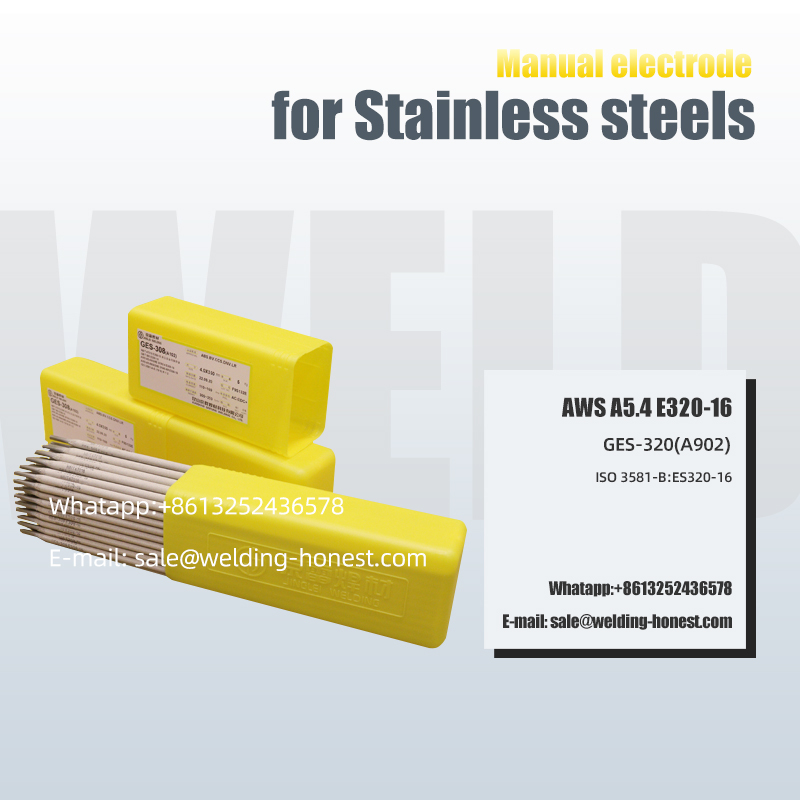
Elektroda ręczna do stali nierdzewnych E320-16 duża...
-

AWS E309-16 Stale nierdzewne Drut lity Spawanie...
-

Stale nierdzewne TIG ER316L Dane spawania






Wpisz tutaj swoją wiadomość i wyślij ją do nas