Stopy niklu Ręczne spawanie elektrodą ENiCrMo-10 Dane produkcyjne






SKŁADNIK CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Fe | W | Mo | V | Cu | P | S | |
| ZASADY GB/T | 0,02 | 1.00 | 0,20 | 20.0-22.5 | ≥49 | 2,0-6,0 | 2,5-3,5 | 12,5-14,5 | 0,4 | 0,5 | 0,02 | 0,015 | |
| REGULAMIN AWS | 0,02 | 1.00 | 0,20 | 20.0-22.5 | Margines | 2,0-6,0 | 2,5-3,5 | 12,5-14,5 | 0,35 | 0,5 | 0,03 | 0,015 | |
| PRZYKŁADOWA WARTOŚĆ | 0,015 | 0,31 | 0,18 | 21.7 | 55,3 | 4.82 | 3.35 | 13.400 | 0,05 | 0,05 | 0,01 | 0,003 | |
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | SIŁA PLASTYCZNOŚCI (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | 350 | 690 | - | 22 | ||||
| REGULAMIN AWS | - | 690 | - | 25 | ||||
| PRZYKŁADOWA WARTOŚĆ | 530 | 749 | - | 40 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||
| ELEKTRYCZNOŚĆ (wzmacniacz) | H/W | 65-95 | 70-115 | 95-145 | |||||
| O/W | 55-80 | 65-110 | 80-130 | ||||||

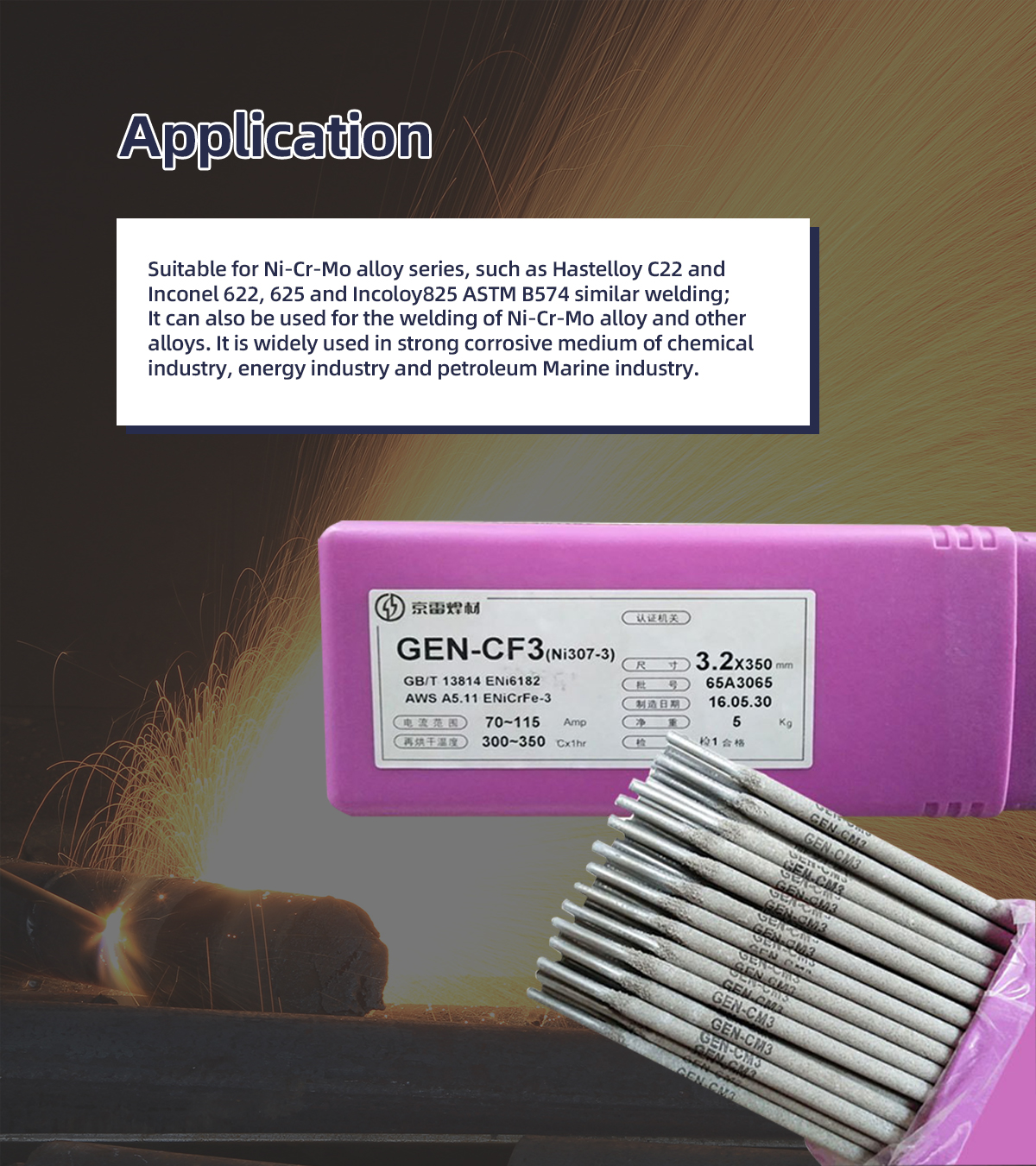
Elektroda ręczna o niskiej zawartości wodoru, skład nominalny (procent wagowy) to 56Ni-22Cr-13Mo-4F-e-3w, elektroda ze stopu niklowo-chromowo-molibdenowego.
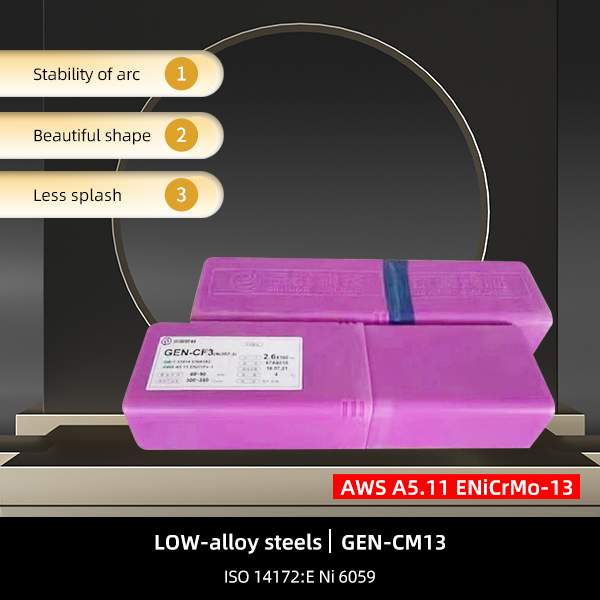
Stabilny łuk, piękne formowanie, mało rozbryzgów, łatwe usuwanie żużla, dobra odporność na porowatość.


Właściwości mechaniczne stopionego metalu są stabilne.












-
Projekt YAMAL LNG
-
Shandong Energia jądrowa CV20
-
Hengli Petrochemical Projekt rafinacji i integracji chemicznej o wydajności 20 milionów ton rocznie

SKŁADNIK CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Fe | W | Mo | V | Cu | P | S | |
| ZASADY GB/T | 0,02 | 1.00 | 0,20 | 20.0-22.5 | ≥49 | 2,0-6,0 | 2,5-3,5 | 12,5-14,5 | 0,4 | 0,5 | 0,02 | 0,015 | |
| REGULAMIN AWS | 0,02 | 1.00 | 0,20 | 20.0-22.5 | Margines | 2,0-6,0 | 2,5-3,5 | 12,5-14,5 | 0,35 | 0,5 | 0,03 | 0,015 | |
| PRZYKŁADOWA WARTOŚĆ | 0,015 | 0,31 | 0,18 | 21.7 | 55,3 | 4.82 | 3.35 | 13.400 | 0,05 | 0,05 | 0,01 | 0,003 | |
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | SIŁA PLASTYCZNOŚCI (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | 350 | 690 | - | 22 | ||||
| REGULAMIN AWS | - | 690 | - | 25 | ||||
| PRZYKŁADOWA WARTOŚĆ | 530 | 749 | - | 40 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||
| ELEKTRYCZNOŚĆ (wzmacniacz) | H/W | 65-95 | 70-115 | 95-145 | |||||
| O/W | 55-80 | 65-110 | 80-130 | ||||||





Wpisz tutaj swoją wiadomość i wyślij ją do nas