I. Przegląd
Wraz z szybkim rozwojem międzynarodowej logistyki chemicznej i energetycznej zbiorniki i pojemniki ze stali nierdzewnej są szeroko stosowane w transporcie i przechowywaniu chemikaliów, żywności i napojów, energii i innych materiałów.Ze względu na doskonałą wytrzymałość w niskich temperaturach i dobrą odporność na korozję austenityczna stal nierdzewna jest szeroko stosowana w budowie kriogenicznych zbiorników magazynowych, sprzętu i dużych konstrukcji kriogenicznych

Zbiornik kriogeniczny
2. Krótkie wprowadzenie naszych materiałów spawalniczych do stali nierdzewnej o niskiej temperaturze -196 ℃
| Kategoria | Nazwa | Model | Standard | Uwaga | |
| GB/YB | AWS | ||||
| Elektroda | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| drut topnikowy | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Solidny drut | GTS-308LT (MAG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| PIŁA | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3. Nasza elektroda GES-308LT (E308L-16)
Aby sprostać zapotrzebowaniu rynku, nasza firma opracowała różnorodne elektrody austenityczne ze stali nierdzewnej o bardzo niskiej temperaturze i wysokiej wytrzymałości, skład chemiczny osadzonego metalu (jak pokazano w tabeli 1) i stabilne właściwości mechaniczne (jak pokazano w tabeli 2) i ma doskonałą wydajność procesu spawania we wszystkich pozycjach oraz doskonałą udarność w niskich temperaturach, wpływ jego ilości ferrytu na wartość udarności (Tabela 3).
1.Skład chemiczny osadzonego metalu
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| uwaga (%) | 0,04 | 0,5-2,5 | 1.0 | 0,030 | 0,020 | 9,0-12,0 | 18.0-21.0 | 0,75 | 0,75 | - | - |
| Próbka1 | 0,022 | 1,57 | 0,62 | 0,015 | 0,006 | 10.25 | 19.23 | 0,020 | 0,027 | 0,046 | 6.5 |
| Próbka2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3.8 |
| Próbka3 | 0,032 | 1.37 | 0,49 | 0,017 | 0,007 | 11.79 | 18.66 | 0,021 | 0,027 | 0,048 | 0,6 |
Tabela 1
2.Właściwości mechaniczne osadzonego metalu
| E308L-16 | Dawać MPa | Rozciągający MPa | Wydłużenie % | -196℃wpływ J/℃ | GB/T4334-2020 E Korozja międzykrystaliczna | Rinspekcja adiograficzna | Uwaga | |
| Pojedyncza wartość | Średnia wartość | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
| Próbka1 | 451 | 576 | 42 | 32/32/33 | 32.3 | wykwalifikowany | I | - |
| Próbka2 | 436 | 563 | 44 | 39/41/39 | 39,7 | wykwalifikowany | I | - |
| Próbka3 | 412 | 529 | 44,5 | 52/53/55 | 53,3 | wykwalifikowany | I | - |
Tabela 2
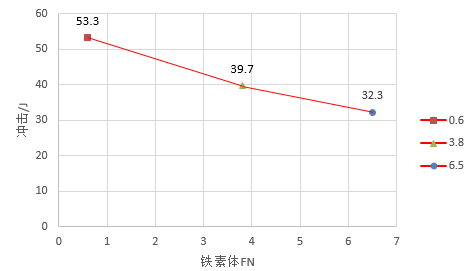
3.Wpływ ilości osadzonego ferrytu metalicznego na uderzenie
4.Wyświetlacz procesu spawania (φ3,2mm)


Spawanie pionowe przed i po odżużlaniu (DC+)


Spawanie rurociągów przed i po odżużlaniu (DC+)
4. Środki ostrożności przy spawaniu pionowym
1. Należy stosować spawanie niskoprądowe;
2. Utrzymuj łuk tak nisko, jak to możliwe;
3. Gdy łuk przesunie się na obie strony rowka, zatrzymaj się na chwilę, a szerokość wychylenia zostanie kontrolowana w zakresie 3-krotności średnicy elektrody.
5.Pipeline obraz aplikacji materiałów spawalniczych

W przypadku materiałów spawalniczych ze stali nierdzewnej o niskiej temperaturze -196 ℃, po latach badań i rozwoju materiałów spawalniczych, mamy już odpowiednie pomocnicze materiały spawalnicze do prętów spawalniczych, rdzeni pełnych, rdzeni topnikowych i łuków zanurzonych oraz opracowaliśmy łuk ciągły elektrodą ręczną materiały spawalnicze do spawania we wszystkich pozycjach i ma wiele osiągnięć w zastosowaniach inżynierskich, zapraszamy klientów do konsultacji i wyboru!
Czas postu: 16 grudnia 2022 r