Stopy niklu Elektroda ręczna ENiCrMo-3, akcesoria do spawania






SKŁAD CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Fe | Nb+Ta | Mo | P | S | ||
| ZASADY GB/T | 0,10 | 2.00 | 0,80 | 20,0-23,0 | ≥55 | 7.00 | 3,0-4,2 | 8,0-10,0 | 0,02 | 0,02 | ||
| ZASADY AWS-a | 0,10 | 1,00 | 0,75 | 20,0-23,0 | ≥55 | 7.00 | 3.15-4.15 | 8,0-10,0 | 0,03 | 0,02 | ||
| PRZYKŁADOWA WARTOŚĆ | 0,052 | 0,7 | 0,5 | 21.3 | 62,6 | 2,67 | 3.2 | 9.210 | 0,007 | 0,050 | ||
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | WYDAJNOŚĆ (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | 420 | 760 | - | 27 | ||||
| ZASADY AWS-a | - | 760 | - | 30 | ||||
| PRZYKŁADOWA WARTOŚĆ | 545 | 790 | - | 40,5 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||||
| ELEKTRYCZNOŚĆ (Wzmacniacz) | H/W | 69-95 | 70-115 | 95-145 | |||||||
| O/W | 60-80 | 65-105 | 80-135 | ||||||||

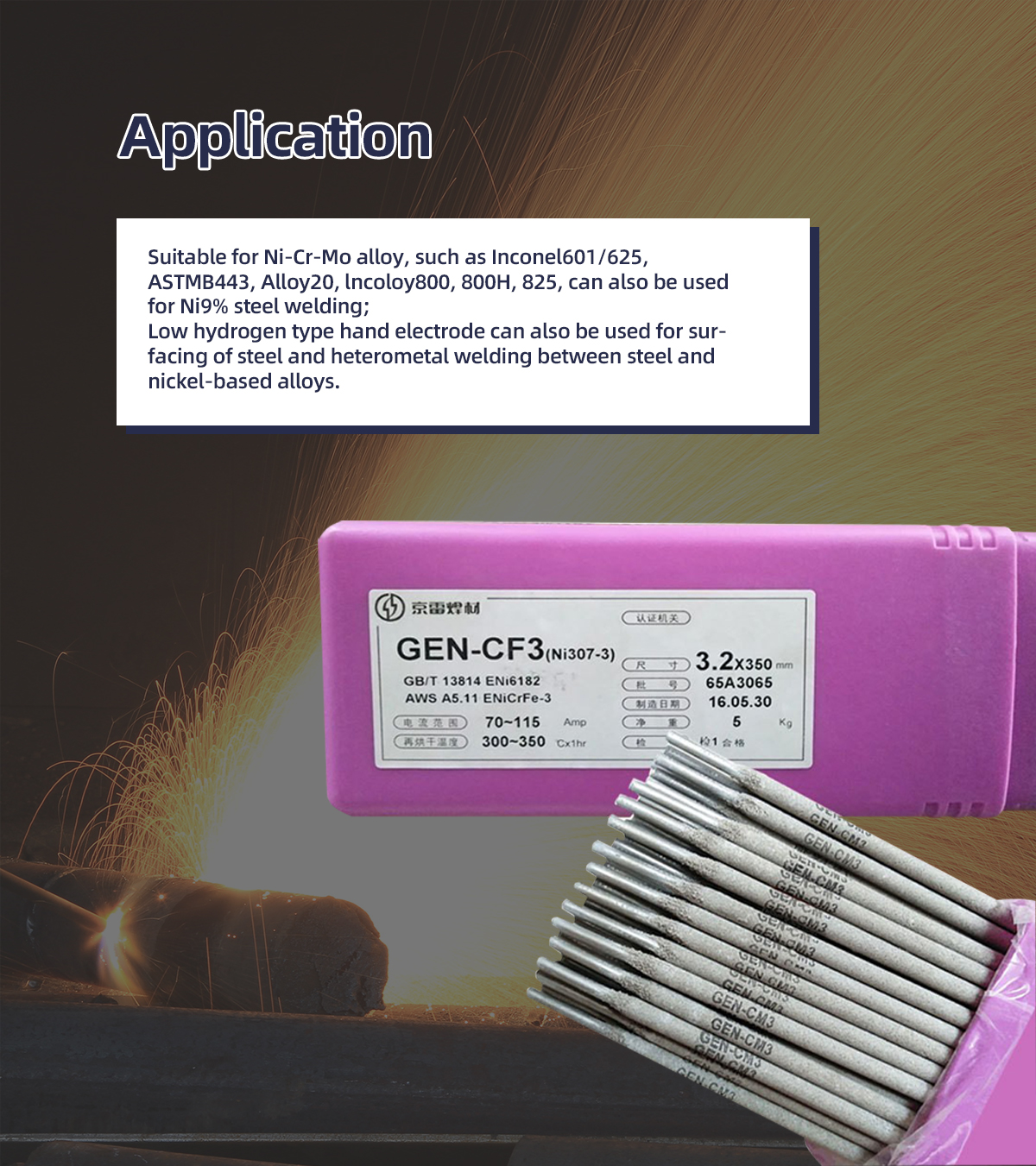
Skład nominalny (procenty wagowe) to 60Ni-22Cr-9Mo-Fe-3,5Nb+Ta, elektroda ze stopu niklowo-chromowo-molibdenowego.
Ze względu na wysoką zawartość stopu może dostosować się do zakresu temperatur od niskiej temperatury do 540 ℃.
Ma wysoką wytrzymałość i odporność na korozję w temperaturze pokojowej i wysokiej temperaturze, w tym odporność na korozję wżerową, korozję pękającą i korozję naprężeniową w kwaśnych mediach wielosiarkowych.


Stabilny łuk, piękne formowanie, małe rozpryski, łatwe usuwanie żużla, dobra odporność na porowatość, właściwości mechaniczne roztopionego metalu są stabilne.












-
Trzydrzwiowe 2# nie są aktywne
-
Półzanurzalna platforma wiertnicza o głębokości 3000 m „Haiyang Shiyou 981”
-
ton chemikaliów

SKŁAD CHEMICZNY:
| STOP (% wag.) | C | Mn | Si | Cr | Ni | Fe | Nb+Ta | Mo | P | S | ||
| ZASADY GB/T | 0,10 | 2.00 | 0,80 | 20,0-23,0 | ≥55 | 7.00 | 3,0-4,2 | 8,0-10,0 | 0,02 | 0,02 | ||
| ZASADY AWS-a | 0,10 | 1,00 | 0,75 | 20,0-23,0 | ≥55 | 7.00 | 3.15-4.15 | 8,0-10,0 | 0,03 | 0,02 | ||
| PRZYKŁADOWA WARTOŚĆ | 0,052 | 0,7 | 0,5 | 21.3 | 62,6 | 2,67 | 3.2 | 9.210 | 0,007 | 0,050 | ||
WŁAŚCIWOŚCI MECHANICZNE:
| NIERUCHOMOŚĆ | WYDAJNOŚĆ (MPa) | WYTRZYMAŁOŚĆ NA ROZCIĄGANIE (MPa) | WARTOŚĆ UDERZENIA J/℃ | WYDŁUŻENIE(%) | ||||
| ZASADY GB/T | 420 | 760 | - | 27 | ||||
| ZASADY AWS-a | - | 760 | - | 30 | ||||
| PRZYKŁADOWA WARTOŚĆ | 545 | 790 | - | 40,5 | ||||
ZALECANE PARAMETRY SPAWANIA:
| SPECYFIKACJE ŚREDNIC (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||||
| ELEKTRYCZNOŚĆ (Wzmacniacz) | H/W | 69-95 | 70-115 | 95-145 | |||||||
| O/W | 60-80 | 65-105 | 80-135 | ||||||||
-

Stopy niklu Elektroda ręczna ENiCrFe-4 Spawanie...
-

Stopy niklu Elektroda ręczna ENiCu-7 Lutownica...
-

Stopy niklu Drut proszkowy ENiCrMo3T1-4 Sol...
-

Stopy niklu Elektroda ręczna ENiCrFe-9 Spawana...
-

Stopy niklu Ręczna elektroda spawalnicza ENiCrMo-4 do...
-

Stopy niklu Elektroda ręczna ENiCrFe-2 Spawanie...





